








壓鑄工藝講解 | 壓鑄件氣孔特征知識(shí)點(diǎn)整理,壓鑄件氣孔分析及解決方案
隨著汽車工業(yè)的迅速發(fā)展和汽車輕量化的要求,鋁、鎂等合金壓鑄零件明顯增加,為壓鑄業(yè)進(jìn)一步發(fā)展提供了廣闊前景。由于零件的輕量化需求,對(duì)合金材料性能、產(chǎn)品結(jié)構(gòu)和過程設(shè)計(jì)和控制的要求更加嚴(yán)格。
各汽車廠對(duì)壓鑄件的要求越來越嚴(yán)格,對(duì)壓鑄件孔隙率的要求,一般為5%~10%,對(duì)某些零件的要求甚至到了3%。針對(duì)壓鑄件缺陷的檢測(cè)方法和檢測(cè)位置,可以在壓鑄機(jī)選擇、模具設(shè)計(jì)和過程設(shè)計(jì)時(shí),借助計(jì)算機(jī)模擬分析,進(jìn)行試驗(yàn)研究,采用P-Q2軟件等進(jìn)行優(yōu)化。
壓鑄件缺陷中,出現(xiàn)最多的是氣孔。氣孔特征。有光滑的表面,形狀是圓形或橢圓形。表現(xiàn)形式可以在鑄件表面、或皮下針孔、也可能在鑄件內(nèi)部。壓鑄件氣孔、縮孔和渣孔缺陷發(fā)生在鑄件內(nèi)部,產(chǎn)生缺陷的原因不盡相同。為了消除缺陷,識(shí)別缺陷種類并分析其原因尤為關(guān)鍵,而檢查零件的工具和方法將影響最終的判斷。以下,筆者只討論如何解決鋁、鎂合金壓鑄氣孔問題。
?
一、壓鑄氣體來源分類
1、氣體來源
1)合金液析出氣體—a與原材料有關(guān)b與熔煉工藝有關(guān)
2)壓鑄過程中卷入氣體a與壓鑄工藝參數(shù)有關(guān)b與模具結(jié)構(gòu)有關(guān)
3)脫模劑分解產(chǎn)生氣體a與涂料本身特性有關(guān)b與噴涂工藝有關(guān)
2、原材料及熔煉過程產(chǎn)生氣體分析
鋁液中的氣體主要是氫,約占了氣體總量的85%。
熔煉溫度越高,氫在鋁液中溶解度越高,但在固態(tài)鋁中溶解度非常低,因此在凝固過程中,氫析出形成氣孔。
氫的來源:
1)大氣中水蒸氣,金屬液從潮濕空氣中吸氫。
2)原材料本身含氫量,合金錠表面潮濕,回爐料臟,油污。
3)工具、熔劑潮濕。
3、壓鑄過程產(chǎn)生氣體分析
由于壓室、澆注系統(tǒng)、型腔均與大氣相通,而金屬液是以高壓、高速充填,如果不能實(shí)現(xiàn)有序、平穩(wěn)的流動(dòng)狀態(tài),金屬液產(chǎn)生渦流,會(huì)把氣體卷進(jìn)去。
壓鑄工藝制定需考慮以下問題:
1)金屬液在澆注系統(tǒng)內(nèi)能否干凈、平穩(wěn)地流動(dòng),不會(huì)產(chǎn)生分離和渦流。
2)有沒有尖角區(qū)或死亡區(qū)存在?
3)澆注系統(tǒng)是否有截面積的變化?
4)排氣槽、溢流槽位置是否正確?是否夠大?是否會(huì)被堵住?氣體能否有效、順暢排出?
應(yīng)用計(jì)算機(jī)模擬充填過程,就是為了分析以上現(xiàn)象,以作判斷來選擇合理的工藝參數(shù)。
4、涂料產(chǎn)生氣體分析
涂料性能:如發(fā)氣量大對(duì)鑄件氣孔率有直接影響。
噴涂工藝:使用量過多,造成氣體揮發(fā)量大,沖頭潤滑劑太多,或被燒焦,都是氣體的來源。
5、解決壓鑄件氣孔的辦法
先分析出是什么原因?qū)е碌臍饪祝賮砣∠鄳?yīng)的措施。
1)干燥、干凈的合金料。
2)控制熔煉溫度,避免過熱,進(jìn)行除氣處理。
3)合理選擇壓鑄工藝參數(shù),特別是壓射速度。調(diào)整高速切換起點(diǎn)。
4)順序填充有利于型腔氣體排出,直澆道和橫澆道有足夠的長(zhǎng)度(>50mm),以利于合金液平穩(wěn)流動(dòng)和氣體有機(jī)會(huì)排出。可改變澆口厚度、澆口方向、在形成氣孔的位置設(shè)置溢流槽、排氣槽。溢流品截面積總和不能小于內(nèi)澆口截面積總和的60%,否則排渣效果差。
二、氣孔分析
1.氣孔檢查
對(duì)于壓鑄件氣孔檢查,須著重考慮幾個(gè)位置:①有限元分析最大應(yīng)力位置;②零件模擬分析卷氣位置;③零件工作關(guān)鍵部位(如密封面等)。
一般壓鑄件可采用X光檢查;發(fā)現(xiàn)缺陷后,切開零件進(jìn)一步檢查。在過程控制時(shí),按ASTM E505等級(jí)2控制,關(guān)鍵部位應(yīng)按ASTM E505等級(jí)1控制。
氣孔一般表面比較光滑,呈圓形或橢圓形,有時(shí)孤立存在,有時(shí)簇集在一起。圖1為壓鑄件氣孔表面。

而縮孔和縮松形狀不規(guī)則,表面色暗而不光滑,在顯微鏡和電鏡下,可以發(fā)現(xiàn)缺陷位置存在枝晶結(jié)構(gòu),見圖2。有時(shí)氣孔和縮孔同時(shí)存在于同一個(gè)缺陷位置,要仔細(xì)觀察。
2.氣孔形成
2.1.氫氣氣孔
圖3為氫氣氣孔。氫氣氣孔微小,形如針狀,且均勻分布,零件表面加工后才能觀察到。由于壓鑄件壁薄,金屬液凝固速度快,有時(shí)氫氣氣孔肉眼難以觀察到。水蒸氣是氫氣最主要的來源,可能來自爐氣、熔煉工具、鋁錠/回收件、油污染機(jī)加工屑和濕精煉劑等。

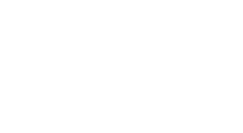
通常鋁合金壓鑄采用旋轉(zhuǎn)除氣裝置(見圖4)。氣體源一般使用氬氣、氮?dú)饣蚵葰狻T诮饘僖褐型ㄈ霘怏w,通過轉(zhuǎn)子切成大量微小氣泡,由于氣泡內(nèi)外的濃度差,將氫氣吸入氣泡內(nèi),一起排出金屬液外(見圖5)。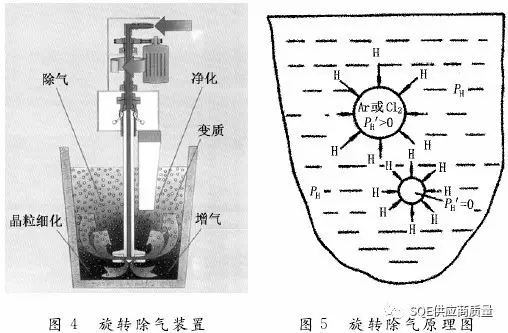
除氣效果受設(shè)備、氣體選擇、除氣轉(zhuǎn)子速度和除氣時(shí)間等因素的影響,通過檢測(cè)除氣后金屬液密度來衡量。采集一定量的鋁液倒入小坩堝內(nèi),放入減壓室,在減壓條件下凝固,分別在空氣和水中稱量,再按下式求得試樣相對(duì)密度。
式中,ρs為凝固試樣的相對(duì)密度;ma為試樣在空氣中的質(zhì)量,g;mw為試樣在水中的質(zhì)量,g。
2.2.卷氣氣孔
卷氣氣孔呈圓形,內(nèi)部干凈,表面比較光滑且具有光澤,卷氣有時(shí)單獨(dú)存在,有時(shí)簇集在一起。圖6和圖7分別為宏觀和掃描電鏡下卷氣氣孔特征。卷氣一般發(fā)生在沖頭系統(tǒng)、澆道系統(tǒng)和型腔內(nèi)。
2.2.1沖頭系統(tǒng)卷氣
在金屬液從壓室或鵝頸流到內(nèi)澆口的過程中,很多空氣會(huì)卷入。一般壓鑄工藝不可能改變紊流液體流動(dòng)模式,但是可以通過改進(jìn)給料系統(tǒng),減少金屬液到達(dá)內(nèi)澆口的卷氣量。
對(duì)于冷室壓鑄,應(yīng)該考慮充滿度,即澆入冷室壓鑄機(jī)的液態(tài)金屬量占?jí)菏胰萘康谋嚷省T谠O(shè)計(jì)過程參數(shù)時(shí),充滿度要大于50%,以70%~80%為宜。圖8為某壓鑄件充滿度與卷氣量的關(guān)系圖。
在壓鑄機(jī)選擇和模具設(shè)計(jì)過程中,一般通過P-Q2軟件計(jì)算(P為壓力,Q為流量),選擇合適的壓室尺寸和充滿度。在射筒尺寸確定后,要考慮從澆包到射筒的澆注速度。如果充滿度小于50%,壓室的上部空間大,金屬液將會(huì)產(chǎn)生波浪,在沖頭和模具之間往復(fù)運(yùn)動(dòng)。當(dāng)沖頭開始向前運(yùn)動(dòng),形成沖頭前面和射筒中部的反射波浪匯合,就會(huì)發(fā)生紊流和卷氣。這樣,使鑄件氣孔增加,同時(shí)還會(huì)引起壓室內(nèi)的液態(tài)金屬激冷,對(duì)填充不利。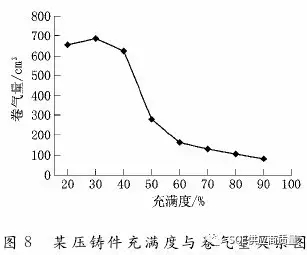
最佳解決辦法是在金屬波反射之前,沖頭已開始運(yùn)動(dòng),也就是說,沖頭和初始波的方向相同,這可以大大減少卷氣。另外,使用P-Q2軟件選擇較合理的設(shè)計(jì)參數(shù),滿足至少50%的充滿度。
在產(chǎn)品開發(fā)和設(shè)計(jì)過程中,還應(yīng)該考慮下面過程因素:①對(duì)于冷室壓鑄來講,包括澆注速度、壓射延遲時(shí)間、低壓射加速、澆口速度、澆口至低速壓射的切換點(diǎn)、低壓射速度和快速壓射起始點(diǎn);②對(duì)于熱室壓鑄來講,包括低壓射加速、低壓射速度至快速壓射的切換點(diǎn)。對(duì)上述參數(shù)適當(dāng)調(diào)整和監(jiān)控,盡量減少卷氣程度。
2.2.2.澆道系統(tǒng)卷氣與排氣
金屬液在64~160km/h速度下,一旦遇到澆道形狀發(fā)生變化,沖力會(huì)使金屬液產(chǎn)生漩渦,導(dǎo)致產(chǎn)生卷氣氣孔缺陷。
通過合理設(shè)計(jì)澆道形狀來解決這種卷氣,應(yīng)保證金屬液在整個(gè)充型過程中平穩(wěn),需要對(duì)澆道的曲線和尺寸合理選擇。
2.2.3型腔卷氣
減少型腔卷氣氣孔缺陷,要確保排溢系統(tǒng)設(shè)計(jì)合理和排氣通暢。圖9為某壓鑄件排溢系統(tǒng)。排溢系統(tǒng)由溢流槽、排氣槽和溢流道等部分組成。
排溢系統(tǒng)應(yīng)保證排出金屬液前端氣體。通常使用Z型或扇形排氣,深度淺而位于模具邊緣,可以避免產(chǎn)生噴射。
溢流槽和排氣槽一般設(shè)置在液態(tài)金屬的最后填充位置,可通過模流分析確定該位置,同時(shí)保證足夠的排氣尺寸;分型面上的排氣槽通常設(shè)置在溢流槽后端,以加強(qiáng)溢流和排氣的效果。齒形排氣道具有良好的排氣效果,模具設(shè)計(jì)時(shí),最好保證至少要有一個(gè)齒形排氣道。

真空壓鑄將有助于解決此類問題。在金屬液到達(dá)之前,真空系統(tǒng)已經(jīng)開始運(yùn)行。在作業(yè)標(biāo)準(zhǔn)中,應(yīng)監(jiān)控沖頭從澆口到達(dá)真空閥的時(shí)間,一般應(yīng)至少1s,有時(shí)需要調(diào)整低速壓射起始位置。
在傳統(tǒng)壓鑄中,使用溢流槽和排氣系統(tǒng),在內(nèi)澆口處開始?jí)毫_(dá)到180kPa,最后填充處能達(dá)到400kPa;真空壓鑄時(shí),采用真空通道和真空閥,在內(nèi)澆口處開始?jí)毫_(dá)到20kPa,最后填充處能達(dá)到18kPa。通常,在真空條件下,型腔內(nèi)的氣體壓力達(dá)到2~7kPa;而在無真空條件下,型腔內(nèi)氣體壓力達(dá)到300kPa以上。因此,真空技術(shù)可以有效降低型腔內(nèi)壓力。
在工藝設(shè)計(jì)時(shí),注意下面幾點(diǎn):
①澆道系統(tǒng)避免出現(xiàn)方形轉(zhuǎn)角,并保證澆道的表面光滑;
②排溢系統(tǒng)應(yīng)設(shè)計(jì)在最佳位置,保證通到模具邊緣,排氣面積足夠和保證排氣充分;
③真空系統(tǒng)設(shè)置在關(guān)鍵表面和連接部分,避免泄漏和周圍環(huán)境干擾;真空通道尺寸正確,特別是在型腔進(jìn)口處;測(cè)量和監(jiān)控型腔內(nèi)的壓力,如果超出監(jiān)控范圍,報(bào)警并自動(dòng)報(bào)廢零件;真空閥正常工作;定期清理真空系統(tǒng)。
2.2.4.模擬分析
壓鑄過程的模擬仿真技術(shù),對(duì)鑄件充型過程(流場(chǎng))模擬,可以預(yù)測(cè)在射筒、澆道和型腔內(nèi)卷氣情況。鑄造充型過程的數(shù)值模擬,可以幫助技術(shù)人員在鑄造工藝階段對(duì)鑄件可能出現(xiàn)的各種卷氣壓力大小、部位和發(fā)生的時(shí)間予以有效的預(yù)測(cè),從而優(yōu)化鑄造工藝設(shè)計(jì),確保鑄件的質(zhì)量,縮短試制周期,降低生產(chǎn)成本。圖10為某壓鑄件卷氣模擬分析,實(shí)際氣孔位置與模擬流場(chǎng)分析卷氣位置符合。
當(dāng)模具參數(shù)和過程參數(shù)設(shè)計(jì)改變時(shí),應(yīng)重新進(jìn)行模擬分析并仔細(xì)評(píng)估,確保排溢系統(tǒng)有效工作。
2.3.水蒸氣氣孔
外觀上水蒸氣氣孔一般呈現(xiàn)為圓形、灰色、暗淡、不平整和干燥鱗狀特征,見圖11。出現(xiàn)此特征應(yīng)檢查脫模劑噴涂和模具冷卻水管泄漏狀況。
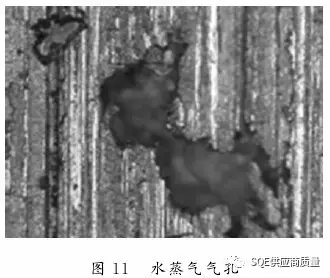
當(dāng)金屬液在填充過程中遇到水時(shí),會(huì)形成水蒸氣。在水轉(zhuǎn)化為水蒸氣的過程中,會(huì)產(chǎn)生膨脹。在水滴的位置,會(huì)形成水蒸氣氣泡。氣泡所占的空間大約是原水滴的1500倍。氣體很難通過排溢系統(tǒng)排出,存在于金屬某處,位置很難預(yù)測(cè)。
一般的水蒸氣氣孔大約98%來自壓鑄涂料。主要出現(xiàn)在以下壓鑄過程:
①模具上噴涂過多的水基涂料,當(dāng)模具開始閉合時(shí),型腔內(nèi)沒有完全干燥;
②水管泄漏;
③水管連接螺紋處泄漏;
④模具開裂,有水滲入;
⑤在模具閉合時(shí),模具上端的水滴流入型腔內(nèi);
⑥水基液壓液體殘留在模具上。
三、氣孔問題解決方法
一、流痕(條紋)(拋光法去除)A.、模溫低于180(鋁合金)b、填充速度太高c、涂料過量D。金屬流不同步。對(duì)a采取措施:調(diào)整內(nèi)澆口面積
二、冷接:A料溫低或模溫低,B,合金成份不符,流動(dòng)性差。C,澆口不合理,流程太長(zhǎng)D。填充速度低E。排氣不良。F、比壓偏低。
三、擦傷(扣模、粘模、拉痕、拉傷):A型芯鑄造斜度太小。B,型芯型壁有壓傷痕。C,合金粘附模具。D,鑄件頂出偏斜,或型芯軸線偏斜。E,型壁表面粗糙。F,脫模水不夠。G,鋁合金含鐵量低于0。6%。措施:修模,增加含鐵量。
四、凹陷(縮凹,縮陷,憋氣,塌邊)A.鑄件設(shè)計(jì)不合理,有局部厚實(shí)現(xiàn)象,產(chǎn)生節(jié)熱。B,合金收縮量大。C,內(nèi)澆口面積太小。D,比壓低。E,模溫高。
五、氣泡(皮下):A,模溫高。B,填充速度高。C,脫模水發(fā)氣量大。D,排氣不暢。E,開模過早。F,料溫高。
六、氣孔:A,澆口位置和導(dǎo)流形狀不當(dāng)。B,澆道形狀設(shè)計(jì)不良。C,壓室充滿度不夠。D,內(nèi)澆口速度太高,產(chǎn)生湍流。E,排氣不暢。F,模具型腔位置太深。G,脫模水過多。H,料不純。
七、縮孔:A,料溫高。B,鑄件結(jié)構(gòu)不均勻。C,比壓太低。D,溢口太薄。E,局部模溫偏高。
八、花紋:A,填充速度快。B,脫模水量太多。C,模具溫度低。
九、裂紋:A,鑄件結(jié)構(gòu)不合理,鑄造圓角小等。B,抽芯及頂出裝置在工作中受力不均勻,偏斜。C,模溫低。D,開模時(shí)間長(zhǎng)。E,合金成份不符。(鉛錫鎘鐵偏高:鋅合金,鋁合金:鋅銅鐵高,鎂合金:鋁硅鐵高。
十、欠鑄A,合金流動(dòng)不良引起。B,澆注系統(tǒng)不良C,排氣條件不良。
十一、印痕(鑲塊或活動(dòng)塊及頂針痕等)
十二、網(wǎng)狀毛刺:A,模具龜裂。B,料溫高。C,模溫低。D,模腔表面不光滑。E,模具材料不當(dāng)或熱處理工藝不當(dāng)。F,注射速度太高。
十三、色斑:脫模水不純或用量過多,或含石墨過多。
十四、麻面:(成噴霧狀沖擊型壁)。
十五、飛邊(披鋒),鎖模力不夠,模具及滑塊損壞,閉鎖元件失效,鑲塊及滑塊磨損,模具變形,夾批鋒,鎖模力不夠,壓射速度過高,形成壓力沖擊。
十六、分層(隔皮):A模具剛性不夠,模板抖動(dòng),壓室沖頭與壓室配合不好,在壓射中前進(jìn)速度不平穩(wěn),澆注系統(tǒng)設(shè)計(jì)不當(dāng)。
十七、疏松(表層):模溫低,料溫高,比壓低,脫模水多。
十八、錯(cuò)邊(錯(cuò)縫):模具鑲塊位移,模具導(dǎo)向件磨損,在前后模內(nèi)鑲塊制造誤差。
十九、變形:鑄件結(jié)構(gòu)設(shè)計(jì)不良,引起不均勻的收縮,開模過早,鑄造斜度不夠,操作不當(dāng),除垃圾不當(dāng),頂針設(shè)置不合理。
二十、碰傷
二十一、夾渣:AL 2 O 3,;MnAl3,為核心,使Fe析出,硅又參與反應(yīng)形成化合物,;硅含量高,或存在游離硅。
二十二、脆性:料溫過高或保溫時(shí)間過長(zhǎng),激烈過冷或結(jié)晶過細(xì),合金中雜質(zhì)鋅鐵等含量太多,鋁合金中含水量銅量超出規(guī)定范圍。
二十三、滲漏:壓力不足,澆注系統(tǒng)設(shè)計(jì)不合理或鑄件結(jié)構(gòu)不合理,合金選擇不當(dāng),排氣不良。
二十四、化學(xué)成份不符合要求:原材料不正確,原材料及回爐料未加分析即行投入使用。
二十五、機(jī)械性能不符合要求:合金化學(xué)成份不符標(biāo)準(zhǔn):鑄件內(nèi)部有氣孔,縮孔及夾渣等,對(duì)試樣處理方法不對(duì),鑄件結(jié)構(gòu)不合理,限制了鑄件達(dá)到標(biāo)準(zhǔn).熔煉工藝不當(dāng).檢驗(yàn)方法除了:目測(cè)法,破壞性檢驗(yàn),熒光檢驗(yàn),著色檢驗(yàn),射線檢驗(yàn),超聲波檢驗(yàn),密閉耐壓試驗(yàn),金相檢驗(yàn)。
以上就是100唯爾(100vr.com)小編為您介紹的關(guān)于壓鑄的知識(shí)技巧了,學(xué)習(xí)以上的壓鑄工藝講解 | 壓鑄件氣孔特征知識(shí)點(diǎn)整理,壓鑄件氣孔分析及解決方案知識(shí),對(duì)于壓鑄的幫助都是非常大的,這也是新手學(xué)習(xí)模具專業(yè)所需要注意的地方。如果使用100唯爾還有什么問題可以點(diǎn)擊右側(cè)人工服務(wù),我們會(huì)有專業(yè)的人士來為您解答。
本站在轉(zhuǎn)載文章時(shí)均注明來源出處,轉(zhuǎn)載目的在于傳遞更多信息,未用于商業(yè)用途。如因本站的文章、圖片等在內(nèi)容、版權(quán)或其它方面存在問題或異議,請(qǐng)與本站聯(lián)系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問壓鑄課程推薦


















模具專業(yè)熱門資料


模具專業(yè)技術(shù)文檔
- 1?呼和浩特工務(wù)段卓資東高鐵實(shí)訓(xùn)場(chǎng)建設(shè)項(xiàng)目議價(jià)采購二次公告
- 2鐵小微帶你看:大南鐵國家高鐵實(shí)訓(xùn)基地,超牛!
- 3尚義職教中心首屆高鐵專業(yè)學(xué)生赴北京實(shí)習(xí)實(shí)訓(xùn)
- 4技能展示 | 高鐵專業(yè)實(shí)訓(xùn)技能展示
- 5磨礪青春、出彩中職——高鐵專業(yè)實(shí)訓(xùn)風(fēng)采
- 6陜西長(zhǎng)城鐵路技師學(xué)院,一所把高鐵實(shí)訓(xùn)搬進(jìn)課堂的高等院校
- 7喜訊!喜訊!1:1仿真高鐵實(shí)訓(xùn)設(shè)備進(jìn)入梧州電子科技學(xué)校
- 8云南工程職業(yè)學(xué)院高鐵實(shí)訓(xùn)基地建成啟用
- 9高鐵實(shí)訓(xùn)課走進(jìn)無錫東站!
- 10職教標(biāo)準(zhǔn)I高等職業(yè)學(xué)校城市軌道交通通信信號(hào)技術(shù)教學(xué)標(biāo)準(zhǔn)


推薦閱讀




















