

漲姿勢,電子制造人士不可錯過的數控機床分類總結
做了這么久的數控機床了!還不知道怎么“分類”吧!你了解數控機床嗎?數控機床的品種規格很多,分類方法也各不相同。漲姿勢,電子制造人士不可錯過的數控機床分類總結,現在車床被廣泛的應用,那么大家知道車床配件有哪些嗎?自動車床配件其實并沒有那么多和雜,只要多了解一下機床的分類,就能更熟悉車床配件了。 一般可根據功能和結構,按下面 4 種原則進行分類

一、按機床運動的控制軌跡分類
⑴ 點位控制的數控機床
點位控制只要求控制機床的移動部件從一點移動到另一點的準確定位,對于點與點之間的運動軌跡的要求并不嚴格,在移動過程中不進行加工,各坐標軸之間的運動是不相關的。為了實現既快又精確的定位,兩點間位移的移動一般先快速移動,然后慢速趨近定位點,以保證定位精度,如下圖 所示,為點位控制的運動軌跡。

具有點位控制功能的機床主要有數控鉆床、數控銑床、數控沖床等。隨著數控技術的發展和數控系統價格的降低,單純用于點位控制的數控系統已不多見。
⑵ 直線控制數控機床
直線控制數控機床也稱為平行控制數控機床,其特點是除了控制點與點之間的準確定位外,還要控制兩相關點之間的移動速度和路線(軌跡),但其運動路線只是與機床坐標軸平行移動,也就是說同時控制的坐標軸只有一個(即數控系統內不必有插補運算功能),在移位的過程中刀具能以指定的進給速度進行切削,一般只能加工矩形、臺階形零件。
其有直線控制功能的機床主要有比較簡單的數控車床、數控銑床、數控磨床等。這種機床的數控系統也稱為直線控制數控系統。同樣,單純用于直線控制的數控機床也不多見。
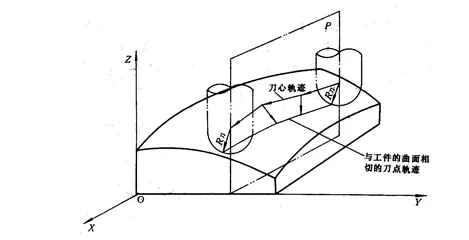
⑶ 輪廓控制數控機床
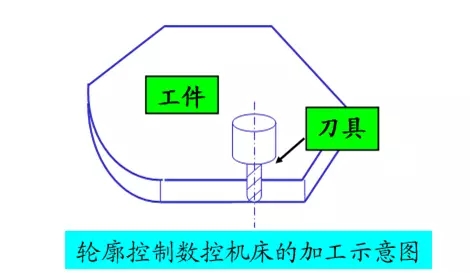
輪廓控制數控機床也稱連續控制數控機床,其控制特點是能夠對兩個或兩個以上的運動坐標的位移和速度同時進行控制。
為了滿足刀具沿工件輪廓的相對運動軌跡符合工件加工輪廓的要求,必須將各坐標運動的位移控制和速度控制按照規定的比例關系精確地協調起來。
因此在這類控制方式中,就要求數控裝置具有插補運算功能.所謂插補就是根據程序輸入的基本數據(如直線的終點坐標、圓弧的終點坐標和圓心坐標或半徑),通過數控系統內插補運算器的數學處理,把直線或圓弧的形狀描述出來,也就是一邊計算,一邊根據計算結果向各坐標軸控制器分配脈沖,從而控制各坐標軸的聯動位移量與要求的輪廓相符合在運動過程中刀具對工件表面進行連續切削,可以進行各種直線、圓弧、曲線的加工.輪廓控制的加工軌跡。
這類機床主要有數控車床、數控銑床、數控線切割機冰、加工中心等,其相應的數控裝置稱為輪廓控制數控系統,根據它所控制的聯動坐標軸數不同,又可以分為下面幾種形式
① 二軸聯動:主要用于數控車床加工旋轉曲面或數控銑床加工曲線柱面。
② 二軸半聯動:主要用于三軸以上機床的控制,其中兩根軸可以聯動,而另外一根軸可以作周期勝進給。
③ 三軸聯動:一般分為兩類,一類就是 X /Y/Z 三個直線坐標軸聯動,比較多的用于數控銑床、加工中心等.另一類是除了同時控制 X /Y/Z 中兩個直線坐標外,還同時控制圍繞其中某一直線坐標軸旋轉的旋轉坐標軸。
如車削加工中心,它除了縱向(Z軸)、橫向(X軸)兩個直線坐標軸聯動外,還需同時控制圍繞 Z 軸旋轉的主軸(C軸)聯動。
④ 四軸聯動:同時控制 X /Y/Z 三個直線坐標軸與某一旋轉坐標軸聯動。
⑤ 五軸聯動:除同時控制X /Y/Z 三個育線坐標軸聯動外.還同時控制圍繞這這些直線坐標軸旋轉的 A 、 B 、 C 坐標軸中的兩個坐標軸,形成同時控制五個軸聯動這時刀具可以被定在空間的任意方向.
比如控制刀具同時繞 x 軸和 Y 軸兩個方向擺動,使得刀具在其切削點上始終保持與被加工的輪廓曲面成法線方向,以保證被加工曲面的光滑性,提高其加工精度和加工效率,減小被加工表面的粗糙度。

二、 按伺服控制的方式分類
⑴ 開環控制數控機床
這類機床的進給伺服驅動是開環的,即沒有檢測反饋裝置,一般它的驅動電動機為步進電機,步進電機的主要特征是控制電路每變換一次指令脈沖信號,電動機就轉動一個步距角,并且電動機本身就有自鎖能力.
數控系統輸出的進給指令信號通過脈沖分配器來控制驅動電路,它以變換脈沖的個數來控制坐標位移量,以變換脈沖的頻率來控制位移速度,以變換脈沖的分配順序來控制位移的方向。
因此這種控制方式的最大特點是控制方便、結構簡單、價格便宜.數控系統發出的指令信號流是單向的,所以不存在控制系統的穩定性問題,但由于機械傳動的誤差不經過反饋校正,故位移精度不高。
早期的數控機床均采用這種控制方式,只是故障率比較高,目前由于驅動電路的改進,使其仍得到了較多的應用。尤其是在我國,一般經濟型數控系統和舊設備的數控改造多采用這種控制方式。另外,這種控制方式可以配置單片機或單板機作為數控裝置,使得整個系統的價格降低。
⑵ 閉環控制機床
這類數控機床的進給伺服驅動是按閉環反饋控制方式工作的,其驅動電動機可采用直流或交流兩種伺服電機,并需要配置位置反饋和速度反饋,在加工中隨時檢測移動部件的實際位移量,并及時反饋給數控系統中的比較器,它與插補運算所得到的指令信號進行比較,其差值又作為伺服驅動的控制信號,進而帶動位移部件以消除位移誤差。
按位置反饋檢測元件的安裝部位和所使用的反饋裝置的不同,它又分為全閉環和半閉環兩種控制方式。
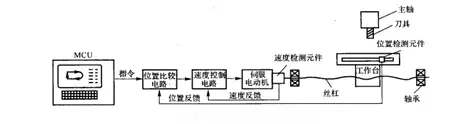
① 全閉環控制
如圖所示,其位置反饋裝置采用直線位移檢測元件(目前一般采用光柵尺),安裝在機床的床鞍部位,即直接檢測機床坐標的直線位移量,通過反饋可以消除從電動機到機床床鞍的整個機械傳動鏈中的傳動誤差,從而得到很高的機床靜態定位精度。
但是,由于在整個控制環內,許多機械傳動環節的摩擦特性、剛性和間隙均為非線性,并且整個機械傳動鏈的動態響應時間與電氣響應時間相比又非常大.這為整個閉環系統的穩定性校正帶來很大困難,系統的設計和調整也都相當復雜因此,這種全閉環控制方式主要用于精度要求很高的數控坐標幢床、數控精密磨床等。
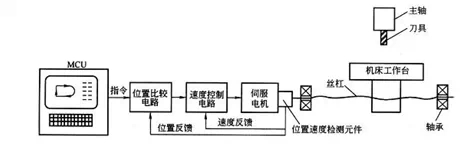
② 半閉環控制
如圖所示,其位置反饋采用轉角檢測元件(目前主要采用編碼器等),直接安裝在伺服電動機或絲杠端部。由于大部分機械傳動環節未包括在系統閉環環路內,因此叫獲得較穩定的控制特性。絲杠等機械傳動誤差不能通過反饋來隨時校正,但是可采用軟件定值補償方法來適當提高其精度.目前,大部分數控機床采用半閉環控制方式
⑶ 混合控制數控機床
將上述控制方式的特點有選擇地集中,可以組成混合控制的方案。如前所述,由于開環控制方式穩定性好、成本低、精度差,而全閉環穩定性差,所以為了互為彌補,以滿足某些機床的控制要求,宜采用混合控制方式。采用較多的有開環補償型和半閉環補償型兩種方式
三、按工藝用途分類:
數控機床是從普通機床的基礎上發展起來的,各種類型的數控機床基本上起源于同類型的普通機床,按工藝用途分為:
1)數控車床(NC Lathe)
2)數控銑床(NCMilling Machine)
3)加工中心(MachineCenter)
4)數控鉆床(NCDrilling Machine)
5)數控鏜床(NCBoring Machine)
6)數控平面磨床(NC SurfaceGrinding Machine)
7)數控外圓磨床(NC ExternalGrinding Machine)
8)數控輪廓磨床(NC ContourGrinding Machine)
9)數控坐標磨床(NC JigGrinding Machine)
10)數控工具磨床(NC ToolGrinding Machine)
11)數控電火花加工機床(NCDiesinking Electric Discharge Machine)(NC EDM Machine)
12)數控線切割機床(NCWire Electric Discharge Machine)
13)數控激光加工機床(NCLaser Beam Machine)
14)數控工具磨床(NCPunching Machine or Punching Press)
15)數控超聲波加工機床(NCUltrasonic Machine)
16)數控齒輪加工機床 (NCGear Holling Machine)
還有數控等離子切割機,數控火焰切割機、數控折彎機、數控彎管機、數控
水切割機等等。
四、按數控系統的功能水平分類
按數控系統的功能水平,通常把數控系統分為低、中、高三類。這種分類方式,在我國用的較多。低、中、高三檔的界限是相對的,不同時期,劃分標準也會不同。就目前的發展水平看,可以根據一些功能及指標,將各種類型的數控系統分為低、中、高檔三類。其中中、高檔一般稱為全功能數控或標準型數控。
⑴ 金屬切削類
指采用車、銑、撞、鉸、鉆、磨、刨等各種切削工藝的數控機床。它又可被分為以下兩類。
①普通型數控機床 如數控車床、數控銑床、數控磨床等。
②加工中心 其主要特點是具有自動換刀機構的刀具庫,工件經一次。裝夾后,通過自動更換各種刀具,在同一臺機床上對工件各加工面連續進行銑(車)鍵、鉸、鉆、攻螺紋等多種工序的加工,如(幢/銑類)加工中心、車削中心、鉆削中心等。

⑵ 金屬成型類
指采用擠、沖、壓、拉等成型工藝的數控機床,常用的有數控壓力機、數控折彎機、數控彎管機、數控旋壓機等。
⑶ 特種加工類
主要有數控電火花線切割機、數控電火花成型機、數控火焰切割機、數控激光加工機等。
⑷ 測量、繪圖類
主要有三坐標測量儀、數控對刀儀、數控繪圖儀等。
五、按照數控機床的應用范圍分類
數控車床:
包括主軸、溜板、刀架等。數控系統包括顯示器、控制面板、強電控制等。數控車床一般具有兩軸聯動功能,Z軸是與主軸平行方向的運動軸,X軸是在水平面內與主軸垂直方向的運動軸。遠離工件方向為軸的正向。另外在最新的車銑加工中心,還增加了一個C軸,可用于工件的分度功能,在刀架中安放銑刀,對工件進行銑加工。刀具超過12把稱為加工中心。數控車床主要用來加工軸類零件的內外圓柱面,圓錐面、螺紋表面、成形回轉體面等。對于盤類零件可以進行鉆孔、擴孔、絞孔、鏜孔等。機床還可以完成車端面、切槽、倒角等加工。
數控銑床:
適于加工三維復雜曲面,在汽車、航空航天、模具等行業被廣泛采用。可分為數控立式銑床、數控臥式銑床、數控仿形銑床等。
加工中心:
一般認為帶有自動刀具交換裝置(ATC)的數控鏜銑床,稱為加工中心。可以進行銑、鏜、鉆、擴、鉸、攻絲等多種工序加工。不能包括磨削功能,因為微細的磨粒可能進入機床導軌,從而破壞機床的精度。而磨床上有特殊的保護措施。加工中心可分為立式加工中心、臥式加工中心。立式的主軸是垂直方向的,臥式的主軸是水平方向的。
數控鉆床:
分為立式鉆床和臥式鉆床。主要完成鉆孔、攻絲功能,同時也可以完成簡單的銑削功能。刀庫可以存放多種刀具。
數控磨床:
用在高硬度、高精度加工表面。平面磨床、內圓磨床、輪廓磨床等。隨著自動砂輪補償技術、自動砂輪修整技術和磨削固定循環技術的發展,數控磨床的功能越來越強。
數控電火花成形機床:(EDM Machine)
特種加工方法,利用兩個不同極性的電極在絕緣體中產生放電現象,去除材料進而完成加工,適用于形狀復雜的模具、難加工材料。
數控線切割機床:
原理與電火花成形機床一樣,就是電極是電機絲,加工液一般是去離子水。
以上就是100唯爾(100vr.com)小編為您介紹的關于數控機床的知識技巧了,學習以上的漲姿勢,電子制造人士不可錯過的數控機床分類總結知識,對于數控機床的幫助都是非常大的,這也是新手學習數控專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問數控機床課程推薦

















數控專業技術文檔


推薦閱讀